
全國咨詢電話:400-026-9309
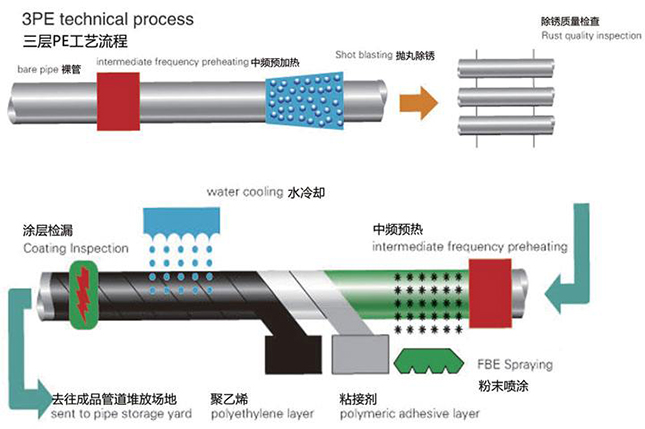
3PE防腐熱熔膠,又名:共聚物底膠,共聚聚烯烴底膠,聚乙烯防腐層膠粘劑。是目前國內外選用聚乙烯塑料對埋地輸油、輸氣、給排水鋼質管道進行外壁三層結構聚乙烯防腐層的中間膠粘劑,也可用來二層結構聚乙烯防腐層做底膠及其他用途中為鋼材聚乙烯涂層結構中增加附著力。
我公司依據GB/T 23257標準要求生產的共聚聚烯烴底膠,系馬來酸酐接枝聚烯烴共聚物,為2006年國內新技術工藝。共聚物底膠性能優異、質量穩定,與多種塑料樹脂及環氧粉末匹配,不分層。
共聚聚烯烴底膠自投放市場近二十年來,深得廣大用戶好評,并為多項優質工程奠定下堅實的基礎。成為鋼質管道3PE防腐熱熔膠專業廠家。
項目名稱 | 單 位 | 標準值 | 實測值 | |
密度 | g/cm3 | 0.92~0.95 | 0.93 | |
熔體指數(190℃,2.16kg) | g/10min | ≥0.7 | 2.25 | |
維卡軟化點 | ℃ | ≥90 | 109 | |
脆化溫度 | ℃ | ≤-50 | <-50 | |
拉伸強度 | MPa | ≥17 | 26 | |
斷裂伸長率 | % | ≥600 | 780 | |
體積電阻率 | Ω·m | ≥1.0×1013 | 4.2×1013 | |
電氣強度 | Mv/m | ≥25 | 32 | |
剝離強度 | 25℃ | N/cm | ≥100 | ≥155 |
50℃ | N/cm | ≥70 | ≥155 | |
a. 外觀:光亮透明、均勻顆粒狀
b. 包裝:紙塑復合防潮袋
c. 凈重:25kg/袋,可按用戶需求進行
a. 高的粘接強度
b. 良好的物理機械性能和電絕緣、抗蠕變性能
c. 熱塑性與其它塑料相兼容,易加工
d. 使用中不開叉、不斷帶、不粘膜、成型快
1、產品適用于二層 、三層結構聚乙烯防腐的擠出纏繞工藝和擠出包覆工藝。
2、產品擠出加工推薦參數:
溫度:加料段150℃~170℃;機頭190℃~200℃;壓縮段170℃~180℃;適配器200℃~230℃;均化段180℃~200℃;口模190℃~230℃。
擠出機螺桿轉速:應根據擠出機的螺桿結構、螺桿長徑比、口模系數、熔膜延伸長度(口模與鋼管距離)、配套設備、加工速度等條件設定和調整。
3、產品用于二層結構防腐時,推薦鋼管加熱溫度在200℃~230℃間調整。
4、產品用于三層結構防腐時,鋼管加熱溫度應根據配套環氧粉末的凝膠化時間確定。推薦鋼管加熱溫度在150℃~200℃間調整。
1、防潮、防油污、防酸堿。
2、在運輸或存儲中要掩蓋,防陽光暴曬。
3、應在陰凉,溫度5~30℃,相對濕度<75%的庫房中存放,并遠離熱源與明火。
4、保質期限12個月。

版權所有:山東全民塑膠有限公司
備案號:魯ICP備09078405號-7 ![]() 魯公網安備 37052102000191號
魯公網安備 37052102000191號
網站建設:東營遠見網絡
版權所有:山東全民塑膠有限公司
